Automatyka sprawdzona przez Maserati
Wykorzystując przegubowe roboty i zaawansowane oprogramowanie, które umożliwia symulację każdego etapu produkcji, Maserati stosuje innowacyjne rozwiązania Comau w dziedzinie robotyki, aby zbudować dwa najbardziej luksusowe samochody marki - modele Quattroporte i Ghibli.Maserati...
Maserati jest jednym z najbardziej renomowanych producentów samochodów wyścigowych i sportowych na świecie i legendarnym symbolem produktów ze znakiem Made in Italy. Samochody tej marki, słynące z luksusowego wzornictwa, sportowych linii i dynamicznych silników, stanowiły zawsze przedmiot pożądania każdego miłośnika aut.
Marka Maserati, znana na rynku międzynarodowym pod słynnym logo w postaci Trójzębu, powstała 1 grudnia 1914 roku, w Bolonii, we Włoszech. Dzisiaj jest obecna w ponad 40 krajach na całym świecie i nadal odgrywa kluczową rolę w historii i tradycji samochodów sportowych. Maserati stanowi nie tylko symbol elegancji i stylu, ale także bezsprzecznie znamienity wyraz włoskiej technologii i nowoczesności.
Realizacja innowacyjnej linii produkcyjnej
Przekroczenie progu starych zakładów Bertone w Grugliasco, które zmieniły nazwę na Avvocato Giovanni Agnelli Plant, jest dla każdego odwiedzającego ekscytującym doświadczeniem. W tej supernowoczesnej pod względem zarządzania i technologii fabryce są produkowane dwa najpopularniejsze modele Maserati – Quattroporte i Ghibli. Szef zakładu, Alberto Filippini, opisuje z dumą oba te auta: – Model Quattroporte jest naszym sztandarowym produktem. Samochód ten, wprowadzony na rynek w roku 2013, osiąga prędkość 307 km/h i jest najszybszym sedanem na świecie. Wyróżnia się elegancją, mistrzostwem wykonania detali i wysokim komfortem. Nowy Ghibli jest mniejszym sedanem – charakteryzują go wyraziste linie i sportowy, opływowy kształt.
Aby zobaczyć, jak te dwa luksusowe auta są produkowane, musimy zacząć od działu obróbki blach i linii montażu nadwozi. – Moc produkcyjna fabryki w Grugliasco wynosi 50.000 pojazdów rocznie – wyjaśnia Filippini. – Aktualnie produkujemy 150 pojazdów dziennie w systemie dwuzmianowym. Czas cyklu obróbki arkusza blachy wynosi około 316 sekund. Oznacza to, że na linii montażowej można wyprodukować 9 nadwozi na godzinę.
Zależnie od wymogów produkcyjnych, można zaprogramować linię, aby automatycznie określić, czy chodzi o element przeznaczony do modelu Quattroporte, czy Ghibli.
Główną cechą linii montażowej jest jej elastyczność, jak wyjaśnia Renzo Novara kierujący działem obróbki blach. – Zależnie od wymogów produkcyjnych, można zaprogramować linię, aby automatycznie określić, czy chodzi o element przeznaczony do modelu Quattroporte, czy Ghibli. Jest to ważne, ponieważ nadwozia obu modeli różnią się w znaczącym stopniu, pod względem długości podwozia i powiązanych podzespołów. Pełna elastyczność linii oznacza, że umożliwia ona produkcję jednego z dwóch modeli, albo obu naraz, w systemie ciągłym, zależnie od zapotrzebowania.
Aby lepiej zrozumieć, dlaczego ten poziom elastyczności ma strategiczne znaczenie dla takiej firmy jak Maserati, należy dokładniej przyjrzeć się konfiguracji linii produkcyjnej. Pierwszy odcinek linii obróbki blachy znajduje się w miejscu, w którym stal o wysokiej wytrzymałości i podzespoły odlewane z aluminium, po kompletnych testach i kontrolach, są odbierane i montowane ręcznie w celu skonstruowania tzw. nadwozia. Element ten składa się z przedniej ramy (na której jest montowany silnik i wszystkie powiązane podzespoły mechaniczne), centralnej płyty podłogowej (pierwszy rząd foteli, tunel itd.) oraz z tylnej ramy (drugi rząd foteli i bagażnik).
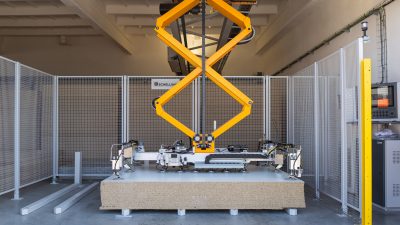
Skończona rama zostaje przesunięta na drugi odcinek linii, gdzie proces produkcyjny jest całkowicie zautomatyzowany i obsługiwany przez 86 robotów, z których 82 wyprodukowała firma Comau. Te roboty wykonują szereg czynności obejmujących spawanie/zgrzewanie, przenoszenie części, nitowanie, montaż trzpieni Tucker, obróbkę krawędziarką (zaginanie obrzeży blachy) i o wiele więcej. Mocną stronę tej linii, według Renzo Novara, stanowią w dużej mierze roboty Comau, które mogą wykonywać złożone czynności na linii montażu nadwozia, z zachowaniem najwyższej precyzji.
Kiedy automatyczny cykl zostanie uruchomiony, każde podwozie jest kolejno poddawane obróbce przez różne roboty przemysłowe. Roboty te wykonują zgrzewanie punktowe z jednej strony, równocześnie wprowadzając podzespoły (przewody hamulcowe, elementy podwozia, okablowanie itd.), a także elementy zamykające, takie jak boczne i górne wsporniki zacisków, nity i trzpienie Tucker.
Po zakończeniu montażu podwozia, jest ono przemieszczane na odcinek linii, na którym zostaje do niego dołączone nadwozie. Ta operacja jest wykonywana ‘dwuwarstwowo’ albo jeszcze lepiej ‘równolegle’. Na pierwszym stanowisku zostaje zamocowany szkielet konstrukcji, będący wewnętrzną częścią boku, natomiast w kolejnej fazie dołączane jest tzw. ‘zewnętrzne poszycie’. Ta nowatorska technologia zapewnia lepszy dostęp do podzespołów i ułatwia czynności wykonywane przez roboty na etapach spawania/zgrzewania oraz montażu elementów ustalających i zaciskowych. Ponadto, technologia ta pozwala zmniejszyć do minimum liczbę szczelin, co sprawia, że pojazd pracuje ciszej i zachowuje większą stabilność.
Na tym odcinku linii montażowej roboty Comau pełnią podwójną funkcję. Wykonują zgrzewanie, a po wymianie górnej części robota, również inne czynności niezbędne do zakończenia montażu zgodnie z wcześniej określonym schematem. Czynności te obejmują przenoszenie i wprowadzanie różnych elementów, rozprowadzanie kleju półstrukturalnego na podwoziu i o wiele więcej. Renzo Novara objaśnia ten proces bardziej szczegółowo. – Na stanowiskach tzw. ‘dwuwarstwowych’, na których składane jest nadwozie, linia montażowa umożliwia użycie zarówno długiego podwozia Quattroporte, jak i krótszego podwozia Ghibli. Innymi słowy, w tym właśnie miejscu widać wyraźnie jej elastyczność, ponieważ można na niej produkować oba modele samochodów, zależnie od zapotrzebowania, w systemie ciągłym i bez przerw. Po zmontowaniu zewnętrznego poszycia boków, wszystkie elementy są dalej poddawane obróbce blacharskiej w celu wykonania pomiarów i kontroli.
Podsumowując, cały proces obejmuje montaż części i podzespołów poprzez wprowadzenie 4785 punktów zgrzewu w każdym modelu. Z tego 1083 połączenia są wykonywane wcześniej, a 3702 w fazie obróbki blacharskiej (1025 z nich wykonuje się ręcznie, natomiast 2677 automatycznie). Na linii montażowej do każdego modelu wprowadza się również 190 nitów i 243 trzpienie spawane łukowo. Na koniec rozprowadza się prawie 79 metrów kleju półstrukturalnego, 66 metrów przy pomocy robotów i 13 metrów ręcznie.
Po zakończeniu fazy obróbki blacharskiej, nadwozie jest wysyłane do tej części linii, w której odbywa się lakierowanie i końcowe czynności montażowe. – Przed wprowadzeniem na rynek – dodaje Filippini – każdy pojazd jest dokładnie kontrolowany i sprawdzany poprzez symulację w oparciu o specjalne testy porównawcze i wykonanie pełnej jazdy próbnej na odcinku 40 km.
Udane połączenie
Ponieważ linia automatycznej obróbki blacharskiej w fabryce Maserati w Grugliasco opiera się prawie wyłącznie na przegubowych robotach dostarczanych przez wielonarodową spółkę Comau, chcąc uniknąć wszelkich nieporozumień, szef zakładu Alberto Filippini wyjaśnia: – Obie firmy Comau i Maserati są częścią Fiat Chrysler Automobiles. Pomimo przynależności do tego samego koncernu, Maserati dysponuje pełną swobodą w poszukiwaniu i wyborze nowych partnerów odpowiednio do swoich potrzeb, nawet poza obrębem grupy. Oznacza to, że tak wyraźna obecność Comau w naszej fabryce jest całkowicie zasługą merytorycznej jakości ich pracy.
Comau jest nie tylko dostawcą wyposażenia dla Maserati, ale również solidnym partnerem, z którym można omawiać i opracowywać projekty i zadania. W ramach współpracy obie firmy mają na celu określenie nowych, indywidualnych standardów produkcji dostosowanych do wymogów rynku. W tym kontekście Renzo Novara podkreśla znaczenie wzajemnych relacji. – Współpracujemy bardzo ściśle z działami spawania nadwozia i robotyki, a w efekcie Comau dostarcza całe wyposażenie i roboty potrzebne do obsługi naszych linii produkcyjnych – mówi Novara. – W niektórych z naszych pozostałych zakładów Comau jest również konstruktorem linii montażowych, co oznacza, że firma ta zajmuje się samodzielnie integracją technologii i opracowaniem linii produkcyjnych, chociaż te w Grugliasco nie zostały przez nią zbudowane. Ogólnie biorąc, ta współpraca jest dla nas bardzo ważna.
Cały proces obejmuje montaż części i podzespołów poprzez wprowadzenie 4785 punktów zgrzewu w każdym modelu. Z tego 1083 połączenia są wykonywane wcześniej, a 3702 w fazie obróbki blacharskiej (1025 z nich wykonuje się ręcznie, natomiast 2677 automatycznie).
W fabryce w Grugliasco 82 różnego typu roboty marki Comau, w tym przegubowe i wieloosiowe, mają w szczególności zapewnić ograniczenie gabarytów urządzeń, zwiększenie obszaru roboczego oraz wysoce precyzyjne przemieszczanie i wprowadzanie elementów, w przypadku wszystkich kategorii udźwigu i wszelkich zastosowań. Mówiąc bardziej konkretnie, roboty są dostępne w wersjach z różnymi ‘przegubami’: wersja ze standardowym przegubem, tj. wyposażeniem umieszczonym na zewnątrz, oraz innowacyjna wersja z wydrążonym przegubem tzw. ‘hollow wrist’, w której oprzyrządowanie spawalnicze jest umieszczone wewnątrz przedramienia. Roboty z wydrążonym przegubem ‘hollow wrist’ charakteryzują się mniejszymi gabarytami, ponieważ różne przewody palników spawalniczych, kanały przepływu powietrza oraz inne przewody znajdują się wewnątrz ramienia robota i są doprowadzone do jego górnej części. Dlatego właśnie roboty tego typu są określane jako ‘hollow wrist’ (z wydrążonym przegubem).
– Ogólnie biorąc – kontynuuje Renzo Novara – roboty Comau są zaawansowane technologicznie, wysokowydajne i łatwe w konserwacji. Są również niezawodne, elastyczne i dopasowane do wszystkich naszych zastosowań. Roboty Comau mogą być używane na liniach produkcyjnych o niskiej i średniej przepustowości, takich jak w fabryce w Grugliasco, gdzie nadwozie jest produkowane w czasie przekraczającym nieco 5 minut, lecz równie łatwo znajdują zastosowanie na liniach o wysokiej przepustowości, jak np. w zakładach w Melfi, Cassino i Pernambuco, w Brazylii, gdzie czas cyklu roboczego dla każdego nadwozia wynosi około 50 sekund.
Co ciekawe, i być może zaskakujące, linie o wysokiej przepustowości i długich cyklach roboczych znajdują się w miejscach, w których roboty pracują w najtrudniejszych warunkach. Szczególnie podczas czynności uzbrajania (wiązki przewodów, akcesoria itd.), kiedy muszą one wykonywać serie bardziej skomplikowanych ruchów przegubowych.
Doskonałe wyniki i ciągłe udoskonalanie
Dwa lata, jakie upłynęły od momentu wybrania fabryki w Grugliasco do stycznia 2013 r., kiedy został tam wyprodukowany pierwszy samochód Maserati, minęły pod znakiem ciężkiej pracy i ciągłego udoskonalania zastosowanych rozwiązań. Firma Comau i jej partnerzy byli mocno zaangażowani w realizację tego projektu, zwłaszcza w ostatnich miesiącach jego wdrażania.
– Spółka Comau była zawsze gotowa do pomocy i wysłuchania naszych uwag oraz informacji o potrzebach, szczególnie podczas analizy i opracowywania charakterystyki sieci określanej przez nas mianem samochodów standardowych – zauważa Alberto Filippini. – Ta sieć umożliwia nam monitorowanie procesu przebiegającego na linii produkcyjnej w dowolnym momencie i w każdym miejscu, a także dokonywanie wymiany i analizy przetwarzanych danych oraz sprawdzenie stanu układów bezpieczeństwa.
Każdy zakład może wysuwać propozycje nowych, ulepszonych rozwiązań w ramach cyklu roboczego, w celu rozwiązania konkretnych problemów, zwiększenia wydajności procesów produkcyjnych lub jeszcze większego ułatwienia czynności konserwacyjnych, które już teraz są bardzo proste.
Jednym z najbardziej satysfakcjonujących elementówwspółpracy było opracowanie specjalnego oprogramowania, które zapewnia precyzyjną, szczegółową symulację w trybie offline każdego etapu procesu odbywającego się na linii produkcyjnej. Jak wyjaśnia Renzo Novara, dzięki aplikacjom opracowanym we współpracy z Comau, firma Maserati mogła sprawdzić cały proces obróbki blacharskiej w sposób wirtualny, zanim został on rzeczywiście wdrożony. – Pozwoliło nam to wcześniej wykryć błędy i poprawić je oraz znacznie zredukować czas pracy i koszty – dodaje. – Nie była to prosta operacja, ponieważ naprawdę trudno jest przewidzieć ruchy wielu robotów oraz powiązanego z nimi oprzyrządowania w sytuacji, gdy wykonują one tak wiele różnych czynności jednocześnie. Ryzyko zderzenia jest niezwykle wysokie.
– Fabryka działa dopiero od przeszło dwóch lat i jesteśmy naprawdę dumni z osiągniętych wyników – kontynuuje Alberto Filippini. – Przez ten czas prowadziliśmy stałą wymianę technologiczną z firmą Comau. Każdy zakład może wysuwać propozycje nowych, ulepszonych rozwiązań w ramach cyklu roboczego, w celu rozwiązania konkretnych problemów, zwiększenia wydajności procesów produkcyjnych lub jeszcze większego ułatwienia czynności konserwacyjnych, które już teraz są bardzo proste. Ta trwająca nieustannie współpraca stanowi fundament przyszłej produkcji. Niedługo ujrzymy przykład potwierdzający to stwierdzenie, kiedy wejdzie w życie norma nakazująca stosowanie nowych silników Euro 6 o obniżonym poziomie emisji zanieczyszczeń we wszystkich pojazdach. Dzięki robotom Comau, jesteśmy na to gotowi.
Współpraca Comau z Maserati tutaj się nie kończy. Ponieważ każdego dnia powstają nowe technologie spawania, opracowywane jest nowe oprogramowanie, aby rozszerzyć możliwości, jakie zapewnia linia produkcyjna. Wynika to z przekonania spółki Comau o wartości prowadzonych badań oraz z jej zaangażowania w opracowywanie coraz bardziej zaawansowanych, nowoczesnych rozwiązań dla Maserati oraz innych firm motoryzacyjnych, na całym świecie, tych należących do Grupy FCA oraz tych spoza niej.